










Machine à couper les noyaux de transformateurs
Principaux éléments
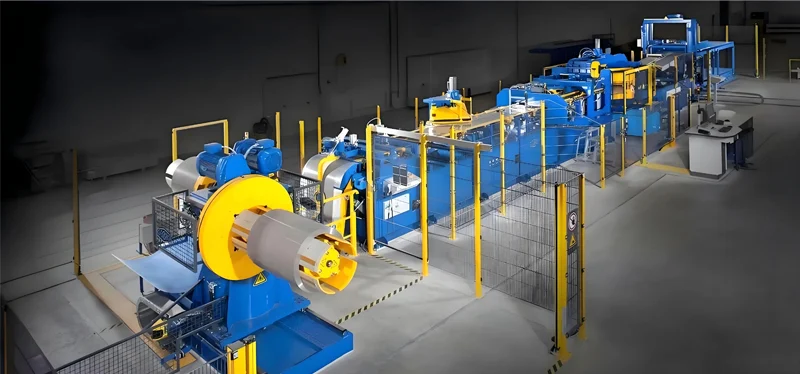
1) Dérouleur à une tête (mandrin à expansion hydraulique)
2. guide et rampe d'alimentation inclinés
3. machine d'alimentation servo (entraînée par servomoteur, avec système de mesure de la longueur de précision et positionnement de la ligne centrale)
4. section de poinçonnage : Deux (2) unités de poinçonnage en V, chacune avec un outillage dédié. Le poinçonnage est servo-motorisé ; les unités sont fixées longitudinalement et déplacées transversalement par des servomoteurs. Une (1) unité de poinçonnage de trous, avec un jeu de matrices. Servo-motorisée et fixée en position. (Capable de traiter les pattes centrales, les empiècements supérieurs et les empiècements latéraux).
5. section de cisaillement : Deux (2) unités de cisaillement angulaires (par exemple, 45° et 135°), chacune servocommandée avec un jeu d'outils.
6. centrage du convoyeur de sortie
7. unité d'empilage et de tri (y compris le séparateur de feuilles et la presse d'empilage)
8.chariot de réception (avec 4 palettes d'empilage)
9. système de réglage de la largeur de la ligne complète (réglage par servomoteur, orienté vers le centre)
10.système pneumatique (à l'exclusion du compresseur d'air externe et du sécheur)
11.Système de contrôle électrique (comprenant une armoire de commande principale et un pupitre de commande avec un automate Delta et une interface homme-machine à écran tactile)
paramètres techniques
| Exigences matérielles (bobine) | Tolérance de largeur | ±0,1 mm |
| Hauteur de la loupe | ≤ 0,03 mm | |
| Cambrure (arc) | ≤ 0,1 mm par 1000 mm (unidirectionnel) | |
| Ondulation | ≤ 15 mm sur toute travée de 1000 mm (hauteur d'onde ≤ 15 mm) | |
| Capacité de traitement | Epaisseur du matériau | 0,18 - 0,35 mm |
| Largeur de pelliculage | 40 - 400 mm | |
| Longueur de laminage | 400 - 2500 mm | |
| Diamètre du trou de perforation | Ø10 - Ø24 mm | |
| Position du trou | Réglable dans les deux sens le long de l'axe central | |
| Décalage de l'encoche en V (par rapport au centre) | ±30 mm | |
| Précision du traitement | Tolérance de longueur | ±0,2 mm par mètre |
| Tolérance d'angle | ±0.1° | |
| Ronce de cisaillement | ≤ 0,02 mm (durée de vie de l'outil : environ 500 000 coups par rectification) | |
| Fraise à punch | ≤ 0,02 mm (durée de vie de l'outil : 200 000 - 300 000 coups par rectification) | |
| Vitesse de production | Jusqu'à 60 laminages par minute | |
| Puissance totale installée | Environ 24 kW | |
| Consommation d'air comprimé | 1,5 m³/min à ≥ 0,6 MPa | |
| Alimentation électrique | Tension | 380V AC (±10%) |
| Fréquence | 50Hz (±2%) | |
| Environnement opérationnel | Température ≤ 45°C ; Humidité relative ≤ 85% (sans condensation) | |
| Côté opération primaire | Côté gauche (dans le sens de l'écoulement du matériau) | |
FAQ
L'équipement est principalement conçu pour la fabrication de barres omnibus en cuivre et en aluminium, et convient particulièrement aux barres omnibus rectangulaires standard. La largeur, l'épaisseur et la longueur de traitement peuvent être configurées ou personnalisées en fonction des exigences spécifiques du client, ce qui garantit un fonctionnement stable à long terme sans surcharge.
La configuration standard comprend généralement des stations de poinçonnage, de cisaillement et de pliage, ce qui permet un traitement continu en plusieurs étapes. Cette conception multi-stations réduit efficacement le temps de rotation du jeu de barres entre les différentes machines, améliorant ainsi l'efficacité globale du traitement.
L'équipement est doté d'une structure intégrale à haute rigidité et d'un système hydraulique stable, combinés à une technologie de positionnement précis pour garantir des positions de trou, des longueurs et des angles de pliage cohérents, ce qui en fait un outil idéal pour la production continue par lots.
Le système prend en charge des configurations personnalisées, notamment la capacité de tonnage, les spécifications des barres omnibus, la tension d'alimentation, les modes de contrôle, les configurations des moules et les niveaux d'automatisation, ce qui garantit un alignement sans faille sur les exigences de production réelles des clients.
La logique opérationnelle est claire et le système de contrôle est convivial. Les employés ordinaires peuvent fonctionner de manière autonome après une brève formation, ce qui réduit la dépendance à l'égard des travailleurs hautement qualifiés.
L'équipement est conçu pour un fonctionnement industriel continu. Avec un fonctionnement et un entretien adéquats, il maintient des performances stables dans des conditions de haute intensité.
L'entretien de routine comprend principalement des inspections de base et des travaux d'entretien périodiques, qui sont peu complexes. Nous fournissons des conseils d'entretien détaillés pour vous aider à prolonger la durée de vie de votre équipement.
Nous fournissons une assistance technique à distance, des didacticiels vidéo, une formation pratique et une assistance en pièces détachées, couvrant les opérations de base, le montage/démontage des moules, l'entretien de routine et le dépannage (y compris le traitement des alarmes et la résolution des fuites hydrauliques) afin de garantir un fonctionnement stable à long terme de votre équipement.
Vous pourriez aussi aimer
Laisser un message
*Note : Veillez à fournir des informations exactes et à débloquer la communication. Nous vous contacterons dès que possible.