










ماكينة قطع قلب المحولات
المكونات الرئيسية
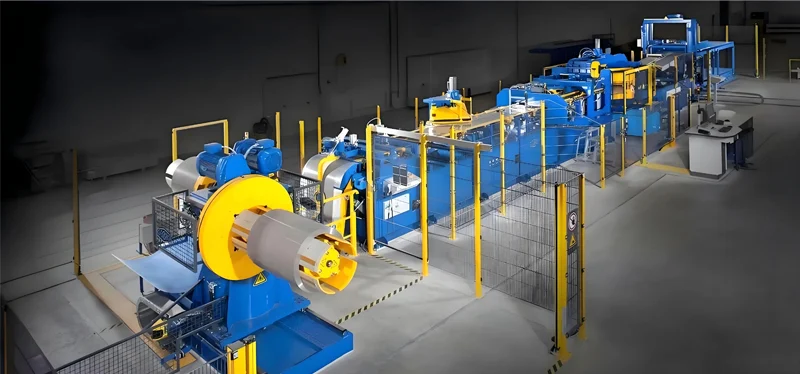
1- آلة فك التفكيك أحادية الرأس (مغزل التمدد الهيدروليكي)
2- دليل التغذية المائل والمنحدر المائل
3- ماكينة تغذية مؤازرة (تعمل بمؤازرة، مع نظام قياس الطول الدقيق وتحديد موضع خط الوسط)
4- قسم التثقيب: وحدتا (2) تثقيب على شكل حرف V، كل منهما مزودة بأدوات مخصصة. يعمل التثقيب بمحرك مؤازر؛ الوحدات ثابتة طوليًا ومتحركة عرضيًا عبر محركات مؤازرة. وحدة تثقيب واحدة (1) مزودة بمجموعة واحدة من القوالب. تعمل بمحرك مؤازر وثابتة في موضعها. (قادرة على معالجة الأرجل المركزية، والنير العلوي، والنير الجانبي).
5- قسم القص: وحدتا قص بزاويتين (2) بزاوية (على سبيل المثال، 45 درجة و135 درجة)، كل منهما تعملان بأجهزة مؤازرة مع مجموعة واحدة من الأدوات.
6- توسيط ناقل التغذية الخارجي
7- وحدة التكديس والفرز (بما في ذلك فاصل الصفائح ومكبس التكديس)
8- عربة الاستلام (مع 4 منصات تكديس)
9- نظام ضبط عرض الخط الكامل (ضبط مؤازرة، ضبط موجه نحو المركز)
10- النظام الهوائي (باستثناء ضاغط الهواء الخارجي والمجفف)
11- نظام التحكم الكهربائي (يضم خزانة تحكم رئيسية ووحدة تحكم المشغل مع وحدة تحكم منطقية قابلة للبرمجة (PLC) وشاشة تحكم عالية تعمل باللمس من دلتا)
المعلمة التقنية
| المتطلبات المادية (لفائف) | تحمّل العرض | ± 0.1 مم |
| ارتفاع النتوءات | ≤ 0.03 مم | |
| كامبر (القوس) | ≤ 0.1 مم لكل 1000 مم (أحادي الاتجاه) | |
| التموج | ≤ 15 مم على أي امتداد 1000 مم (ارتفاع الموجة ≤ 15 مم) | |
| القدرة على المعالجة | سُمك المادة | 0.18 - 0.35 مم |
| عرض التصفيح | 40 - 400 مم | |
| طول التصفيح | 400 - 2500 مم | |
| قطر فتحة التثقيب | Ø10 - Ø24 مم | |
| موضع الثقب | قابل للتعديل ثنائي الاتجاه على طول خط الوسط | |
| إزاحة الشق على شكل حرف V (من المركز) | ± 30 مم | |
| دقة المعالجة | تحمل الطول | ± 0.2 مم لكل متر |
| تفاوت الزوايا | ±0.1° | |
| قص الأزيز القص | ≤ 0.02 مم (عمر الأداة: حوالي 500,000 ضغطة لكل طحن) | |
| لكمة الأزيز الناخس | ≤ 0.02 مم (عمر الأداة: 200,000 - 300,000 ضربة في كل عملية طحن) | |
| سرعة الإنتاج | ما يصل إلى 60 عملية تصفيح في الدقيقة | |
| إجمالي الطاقة المركبة | 24 كيلوواط تقريباً | |
| استهلاك الهواء المضغوط | 1.5 متر مكعب/دقيقة عند ≥ 0.6 ميجا باسكال | |
| مزود الطاقة | الفولتية | 380 فولت تيار متردد (±10%) |
| التردد | 50 هرتز (± 2%) | |
| بيئة التشغيل | درجة الحرارة ≤ 45 درجة مئوية؛ الرطوبة النسبية ≤ 85% (بدون تكاثف) | |
| جانب التشغيل الأساسي | الجانب الأيسر (المواجه لاتجاه تدفق المواد) | |
الأسئلة الشائعة
تم تصميم المعدات في المقام الأول لتصنيع قضبان التوصيل النحاسية والألومنيوم، وهي مناسبة بشكل خاص لقضبان التوصيل المستطيلة القياسية. يمكن تهيئة عرض المعالجة وسُمكها وطولها أو تخصيصها وفقًا لمتطلبات العميل المحددة، مما يضمن التشغيل المستقر طويل الأجل دون تحميل زائد.
يتضمن التكوين القياسي عادةً محطات التثقيب والقص والثني، مما يتيح المعالجة المستمرة متعددة الخطوات. يقلل هذا التصميم متعدد المحطات بفعالية من وقت دوران عمود التوصيل بين الماكينات المختلفة، مما يعزز كفاءة المعالجة الكلية.
تتميز المعدات بهيكل متكامل عالي الصلابة ونظام هيدروليكي مستقر، بالإضافة إلى تقنية تحديد المواقع بدقة لضمان ثبات مواضع الفتحات وأطوالها وزوايا الانحناء، مما يجعلها مثالية للإنتاج المستمر على دفعات.
يدعم النظام التكوينات المخصصة بما في ذلك سعة الحمولة، ومواصفات قضبان التوصيل، وجهد الطاقة، وأوضاع التحكم، وتكوينات القوالب، ومستويات الأتمتة، مما يضمن التوافق السلس مع متطلبات الإنتاج الفعلية للعملاء.
المنطق التشغيلي واضح، ونظام التحكم سهل الاستخدام. يمكن للموظفين العاديين العمل بشكل مستقل بعد تدريب قصير، مما يقلل من الاعتماد على العمال ذوي المهارات العالية.
تم تصميم المعدات للتشغيل الصناعي المستمر. ومع التشغيل والصيانة المناسبة، فإنها تحافظ على أداء مستقر في ظل ظروف عالية الكثافة.
تتضمن الصيانة الروتينية في المقام الأول عمليات الفحص الأساسية والصيانة الدورية، وهي قليلة التعقيد. نحن نقدم إرشادات مفصلة للصيانة للمساعدة في إطالة عمر خدمة معداتك.
نحن نوفر الدعم الفني عن بُعد، ودروس الفيديو التعليمية، والتدريب العملي، والمساعدة في قطع الغيار، التي تغطي العمليات الأساسية، وتجميع/تفكيك القوالب، والصيانة الروتينية، واستكشاف الأعطال وإصلاحها (بما في ذلك معالجة الإنذارات وحل التسرب الهيدروليكي) لضمان التشغيل المستقر طويل الأجل لمعداتك.
قد يعجبك أيضاً
اترك رسالة
*ملاحظة: يُرجى التأكد من ملء المعلومات بدقة، وإبقاء الاتصال غير محجوب، وسنتواصل معك في أقرب وقت ممكن.